
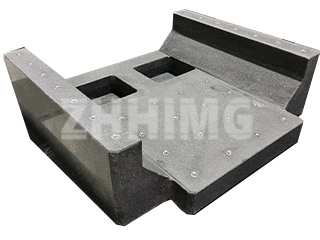
ग्रॅनाइट मशीनचे घटक—ज्यांना अनेकदा ग्रॅनाइट बेस, बेड किंवा स्पेशॅलिटी फिक्स्चर म्हटले जाते—हे उच्च-सुस्पष्टता मेट्रोलॉजी आणि औद्योगिक असेंब्लीमध्ये दीर्घकाळापासून एक सुवर्ण मानक संदर्भ साधन राहिले आहेत. झोंगहुई ग्रुपमध्ये (ZHHIMG®), या घटकांच्या डिझाइन, उत्पादन आणि सर्व्हिसिंगमधील आमच्या दशकांच्या अनुभवाने आम्हाला बाजारातील सर्वात कठोर अचूकतेच्या आवश्यकता पूर्ण करण्यासाठी एक उत्कृष्ट प्रतिष्ठा मिळवून दिली आहे. ग्रॅनाइट घटकाचे मूल्य त्याच्या उत्कृष्ट नैसर्गिक गुणधर्मांमध्ये आहे: उच्च कठीणता, आयामी स्थिरता, गंज किंवा चुंबकीय क्षेत्रांना अभेद्यता आणि स्थानिक झिजेला एक अद्वितीय प्रतिकार, जो एकूण समतल अचूकतेशी तडजोड करत नाही.
हे घटक केवळ साधे ठोकळे नाहीत; ती कार्यात्मक साधने आहेत. विविध फिक्स्चर आणि गाईड्स बसवण्यासाठी, त्यांच्यावर नियमितपणे थ्रू-होल्स, थ्रेडेड होल्स, टी-स्लॉट्स आणि विविध ग्रूव्ह्स पाडून मशीनिंग केले जाते, ज्यामुळे एका प्रमाणित संदर्भ पृष्ठभागाचे यंत्रसामग्रीसाठी एका अत्यंत सानुकूलित, कार्यात्मक बेसमध्ये रूपांतर होते. तथापि, ही उच्च पातळीची गुंतागुंत साधण्यासाठी, त्यांच्या उत्पादनात वापरल्या जाणाऱ्या सहायक यंत्रसामग्रीने तितकेच कठोर निकष पूर्ण करणे आवश्यक असते. या उच्च-सुस्पष्टता असलेल्या ग्रॅनाइट घटकांवर प्रक्रिया करणाऱ्या यंत्रसामग्रीने कोणत्या विशिष्ट आवश्यकता पूर्ण केल्या पाहिजेत?
अचूक मशीनिंगसाठीचे आदेश
ग्रॅनाइट बेडची उत्पादन प्रक्रिया ही सुरुवातीची यांत्रिक प्रक्रिया आणि अंतिम, काळजीपूर्वक केलेले हस्त-लॅपिंग यांचे एक गुंतागुंतीचे मिश्रण आहे. अंतिम उत्पादन आमच्या ग्राहकांना आवश्यक असलेली अत्यंत अचूकता पूर्ण करेल याची खात्री करण्यासाठी, सर्व सहायक मशीनिंग उपकरणांवर खालील मागण्या ठेवल्या जातात:
सर्वप्रथम, प्रक्रिया यंत्रसामग्री स्वतः उत्कृष्ट यांत्रिक अखंडता आणि भौमितिक अचूकता राखण्यास सक्षम असली पाहिजे. कच्च्या मालाची गुणवत्ता हा केवळ एक घटक आहे; यंत्रण प्रक्रियेमुळे प्रत्यक्ष चुका होणार नाहीत याची खात्री यंत्रसामग्रीने केली पाहिजे. कोणतेही अधिकृत उत्पादन सुरू होण्यापूर्वी, सर्व उपकरणांची कसून चाचणी घेतली पाहिजे. चुकीच्या संरेखनामुळे किंवा बिघाडामुळे होणारा सामग्रीचा अपव्यय आणि अचूकतेशी होणारी तडजोड टाळण्यासाठी, संपूर्ण कार्यक्षमता आणि योग्य यांत्रिक वितरणाची पडताळणी करणे आवश्यक आहे.
दुसरे म्हणजे, संपूर्ण स्वच्छता आणि गुळगुळीतपणा अनिवार्य आहे. यांत्रिक भागांचे सर्व जोडणीचे बिंदू आणि पृष्ठभाग खरखरेपणा व डागांपासून मुक्त असले पाहिजेत. कोणताही आढळणारा अवशिष्ट पदार्थ काळजीपूर्वक पॉलिश करून काढून टाकला पाहिजे. याव्यतिरिक्त, मशिनिंग उपकरणाचे वातावरण अत्यंत स्वच्छ ठेवले पाहिजे. जर कोणत्याही अंतर्गत घटकांवर गंज किंवा अशुद्धता आढळल्यास, तात्काळ स्वच्छता करणे अनिवार्य आहे. या प्रक्रियेमध्ये पृष्ठभागावरील गंज पूर्णपणे काढून टाकणे आणि अंतर्गत धातूच्या भिंतींवर गंज-प्रतिरोधक रंगासारखे संरक्षक लेप लावणे समाविष्ट आहे; तीव्र गंज असल्यास विशेष स्वच्छता रसायनांची आवश्यकता असते.
शेवटी, यांत्रिक भागांच्या पृष्ठभागांचे स्नेहन अत्यंत महत्त्वाचे आहे. कोणतीही प्रक्रिया सुरू होण्यापूर्वी, सर्व आवश्यक स्नेहन बिंदूंवर योग्य स्नेहन द्रव्यांचा वापर करून ते पूर्णपणे भरले पाहिजेत. याव्यतिरिक्त, महत्त्वपूर्ण जुळवणीच्या टप्प्यादरम्यान, सर्व आयामी मोजमापांची काटेकोरपणे आणि वारंवार पडताळणी केली पाहिजे. ही सूक्ष्म दुहेरी तपासणी प्रक्रिया सुनिश्चित करते की तयार झालेला ग्रॅनाइटचा घटक आमच्या गुणवत्ता नियंत्रण धोरणानुसार अपेक्षित अचूकतेची पातळी गाठतो: “अचूकतेचा व्यवसाय कितीही कठीण असला तरी तो कमीच असतो.”
ग्रॅनाइट: उत्पादनासाठी आदर्श आधारस्तर
या क्षेत्रातील ग्रॅनाइटचे वर्चस्व त्याच्या भूवैज्ञानिक रचनेत रुजलेले आहे. प्रामुख्याने फेल्डस्पार, क्वार्ट्ज (प्रमाण साधारणपणे १०%-५०%) आणि अभ्रक यांनी बनलेल्या या पदार्थातील क्वार्ट्जचे उच्च प्रमाण त्याच्या प्रसिद्ध कठीणपणा आणि टिकाऊपणास हातभार लावते. उच्च सिलिकॉन डायऑक्साइड प्रमाणामुळे (SiO2 > ६५%) असलेली त्याची उत्कृष्ट रासायनिक स्थिरता, पर्यावरणीय गंजण्यास त्याचा दीर्घकालीन प्रतिकार सुनिश्चित करते. कास्ट आयर्नच्या विपरीत, ग्रॅनाइट बेस अनेक विशिष्ट कार्यात्मक फायदे देतो: मोजमाप करताना गुळगुळीत, न घसरणारी हालचाल, रेषीय प्रसरणाचा कमी गुणांक (म्हणजेच किमान औष्णिक विकृती), आणि पृष्ठभागावरील किरकोळ दोष किंवा ओरखडे एकूण मोजमापाच्या अचूकतेवर परिणाम करणार नाहीत याची खात्री. यामुळे ग्रॅनाइट बेसद्वारे सुलभ होणारी अप्रत्यक्ष मोजमाप तंत्रे तपासणी कर्मचारी आणि उत्पादन कामगार या दोघांसाठीही एक अत्यंत व्यावहारिक आणि विश्वासार्ह पद्धत ठरतात.
पोस्ट करण्याची वेळ: २० नोव्हेंबर २०२५